Toleranca e formës
Cilësia dhe saktësia më e lartë
Hirnböck Stabau qëndron për cilësinë dhe saktësinë më të lartë në tregtinë e çelikut. Dimensionet e kufizuara dhe tolerancat e formave për pilat e fletës të nxehtë të prodhuar nga çelik i papërzier sipas din en 10 248-2. Më poshtë do të gjeni të gjitha udhëzimet:
- Gjerësia e fletëve
Fletë teke ± 2 %; fletë dyshe ose treshe ± 3 % - Trashësia e murit
t: deri në 8,5 mm = ± 0,5 mm; mbi 8,5 mm = ± 6 % t - U-Profile
s: deri në 8,5 mm = – 0,5 mm; mbi 8,5 mm = – 6 % s - Trashësia e murit, profilet Z dhe profilet e sheshta
t, s: deri në 8,5 mm = ± 0,5 mm; mbi 8,5 mm = ± 6 % s, t - Gjatësia e profileve U
h: deri në 200 mm = ± 4 mm; mbi 200 mm = ± 5 mm - Gjatësia e profileve Z
h: deri në 200 mm = ± 5 mm; nga 200 deri në 300 mm = ± 6 mm; mbi 300 mm = ± 7 mm - Devijimi nga vija e drejtë
Devijimi nga drejtimi në drejtimin e gjatësisë nuk duhet të tejkalojë 0,2 % të gjatësisë së bolles. - Gjatësia e shtyllës
Gjatësitë e shtyllave të fletëve mund të devijojnë nga gjatësitë e porositura deri ± 200 mm. - Prerja
Prerja ndarëse e drejtë në krahasim me boshtin e gjatë. Devijimi i përgjithshëm midis pikës më të lartë dhe më të ulët të sipërfaqes së prerjes, të matur në një fletë çeliku të vetme në drejtim të boshtit të gjatë, nuk duhet të jetë më shumë se 2 % e gjerësisë së saj. - Pesha
Kufiri ndërmjet peshës së kalkuluar (sipas tabelave të profileve) dhe peshës së peshuar të furnizimit të përgjithshëm, jo më shumë se ± 5 %. - Bllokueset e profileve
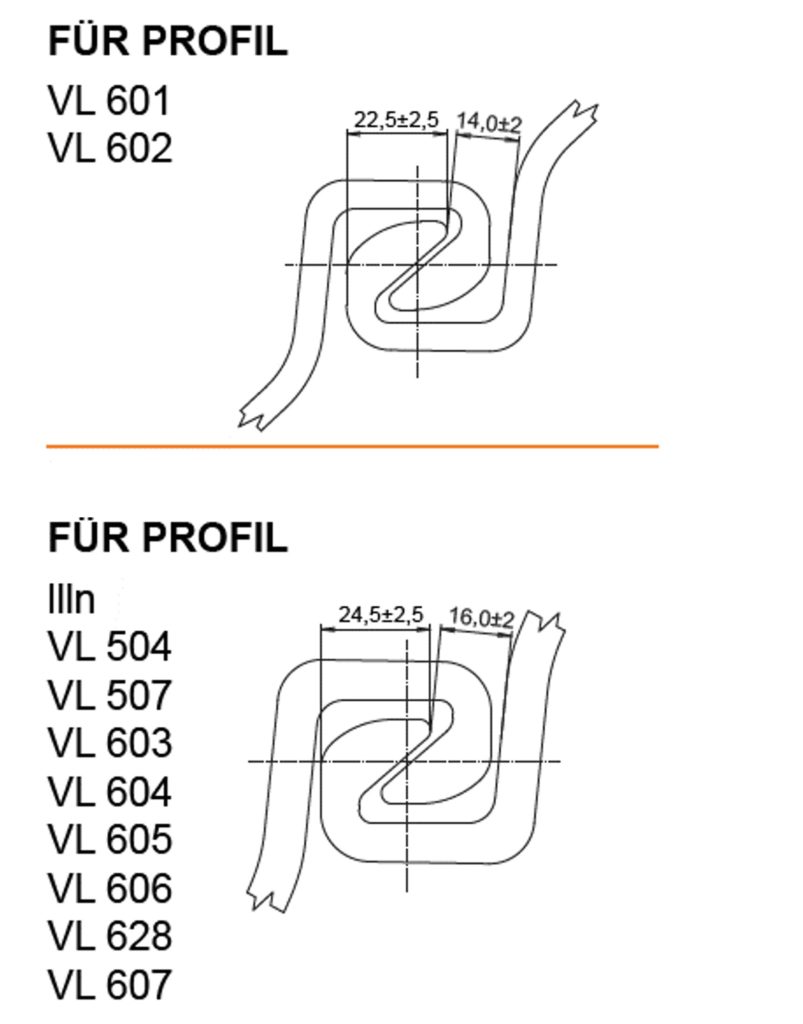
Bllokueset duhet të përputhen në mënyrë që të mund të shtyhen mirë njëra brenda tjetrës dhe të transmetohen forcat e nevojshme për lidhjen e kalkuluar.
Më shumë rreth toleranca e formës: Na kontaktoni sot!